The Spernal AnMBR Project is a collaborative effort between Te-Tech, Trant Engineering Severn Trent Water, Cranfield University, MMB, Waterleau, and 3M with the aim of delivering and optimising Europe’s largest Anaerobic Membrane Bioreactor for the treatment of mainstream sewage.
The end goal of utilising an AnMBR process is to treat wastewater with net-zero or net-positive energy usage. This is proven in countries with warmer climates such as Brazil but is yet to be fully utilised in colder temperatures.
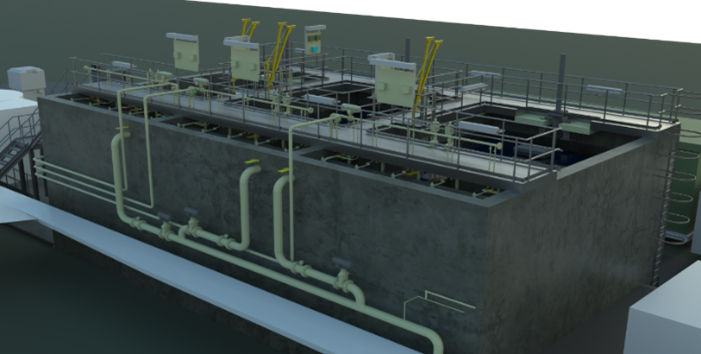
The AnMBR process being delivered at the Spernal test bed is split up into 3 distinct packages: the UASB (Upflow Anaerobic Sludge Blanket) reactor, delivered by Waterleau; the submerged membrane ultrafiltration plant delivered by Te-Tech; and the membrane degassing plant delivered by 3M and MMB.
Solution
For the ultrafiltration package the te-memTM submerged hollowfibre membranes was selected as a means of removing solids from the UASB effluent and producing a permeate that is suitable for the downstream membrane degassing plant.
To meet the required flows, loads, and effluent requirements, 3 te-memTM modules, containing 64 membrane cartridges each, were installed within a custom-built tank suited for road transport. In addition to the membrane tank, a service module was constructed to house the permeate and backwash pumps, valving arrangement, CIP (Clean in Place) chemical dosing equipment and control panel.
As the AnMBR plant needs to be anaerobic throughout the process, the standard te-memTM system had
to be modified to allow membrane scouring with biogas produced in the UASB and membrane degassing plants instead of the usual air. To account for this, the membrane tank was equipped with a sealed roof with associated safety equipment and instrumentation, and additional hazardous area considerations had to be made.

Offsite Manufacture
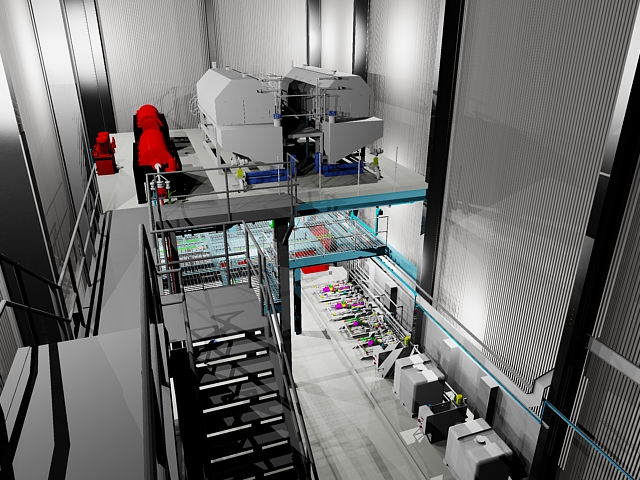
The UF plant was built and tested entirely offsite in Te-Tech’s in-house manufacture and assembly facility. This led to a reduced site installation time and minimised the risks associated with working on site.
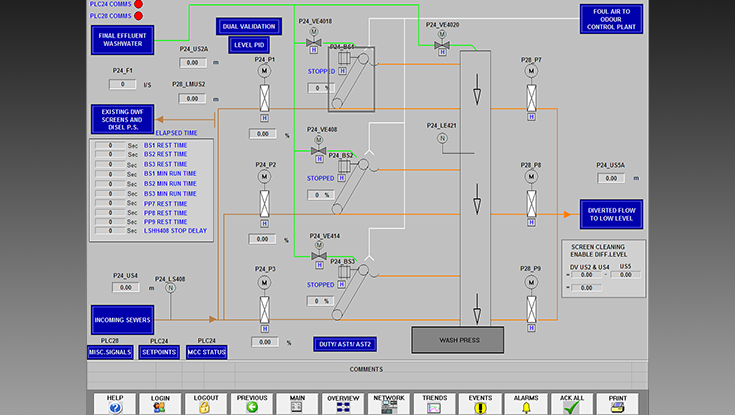
The control panel was also built in-house and was fully FAT tested before being installed within the service module and delivered to site.
Because the UF plant was built at the Te-Tech facilities, the manufacturing, control panel, and design teams could work closely together to ensure that a high quality of workmanship was maintained throughout the process.
Process Description
te-memTM is a technology for ultrafiltration of wastewater of any kind, whereby organic hollow fibres with micro-pores (average pore size 20.1 nm) are used as filtration medium.
To obtain sufficient surface area and to allow constant flux rates several hundred fibres are combined in bundles and wound up around a carrier cartridge.
The carrier cartridge has a suction connection for permeate and an air/gas pressure inlet connection for air/gas scouring. The te-memTM cartridge protects the membranes by preventing mechanical load and optimises air scouring.
Several cartridges can be combined in modules, which are submerged and directly installed in a tank. The cartridges within a module share a common permeate/backwash line and air/gas line.
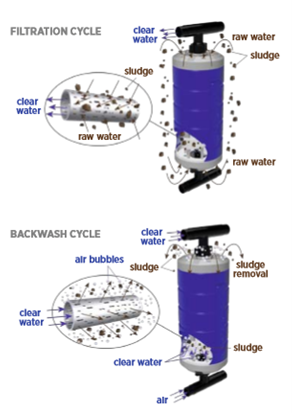
Permeate is drawn through the membranes via a suction pump and solids are retained on the surface of the membranes. To disturb the solids that have accumulated, for approximately 10 seconds every 10 minutes, a backwash and air/gas scour is run. Backwash water is drawn from the permeate tank and pumped back through the membranes from inside to out. At the same time, air/gas is blown through the distributor disk at the bottom of each cartridge to add further turbulence. The removed solids flow out of the cartridges through the large holes at the top of them and mix with the bulk of the wastewater. Continuously or periodically, a waste sludge pump is run to remove the excess solids.
Contact Us for more information or to talk about your requirements enquiries@te-tech.co.uk
|
Small footprint |
Simple operation |
|
Low chemical demand |
Reduced opex |
|
Minimal maintenance |
Scalable |

Severn Trent Water has 4.3 million connections and serves almost 8 million customers.
Spernal AnMBR Key Figures
Process Solution te-memTM
Average Flow Rate 200 m3/d
Max Flow Rate 20.7m3/hr
Inlet TSS 200 mg/l
Design Temperature 7 – 22 °C
Outlet TSS ≤3 mg/l
Outlet Turbidity ≤0.5 NTU
Membrane Flux 25 l/m2.h
Pore size 20.1 nm
Total Filtration Area 1,074 m2
Plant Startup 2021

%20-%20Wastewater%20from%20Biomass%20Heating%20Plant%201.png)
.png)